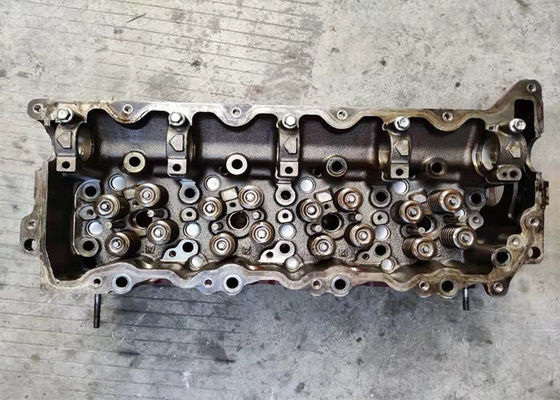

Blocos de motor C13 usados diesel para refrigerar de água da máquina escavadora E349D E349F
Especificação
| Nome do carro: Bloco de cilindro do motor |
| Number modelo: C13 |
| Tipo do motor: Diesel |
| Aplicação: Máquina escavadora |
| válvula: 24 válvulas |
| Refrigerar: Refrigerar de água |
| Injeção: Elétrico |
| Formulário do trabalho: Turbocompressor |
Descrição
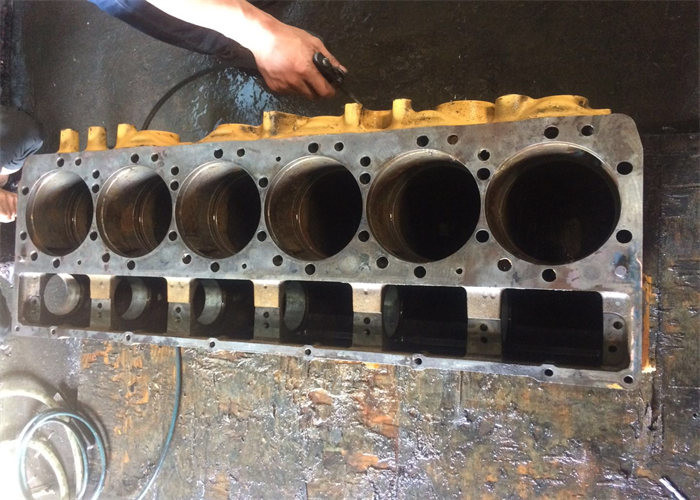
Pulverize as chamas a solda
Uma outra técnica para reparar quebras nas cabeças e nos blocos do ferro fundido é pulveriza as chamas a soldadura (do pó). Pulverize as chamas a soldadura é mais rápido e mais fácil do que a soldadura da fornalha, e pode criar reparos fortes e duradouros o mesmos que a soldadura da fornalha. A cabeça ainda tem que ser pré-aquecida e lento ser refrigerada depois que a quebra foi enchida.
irontite_tapered_plugs_2The pulverizam as chamas a tocha têm um funil disparador-operado que alimente o pó do níquel na chama. Quando o pó é exposto à chama, derrete e funde aos lados da quebra para encher a área de reparo. O processo é similar à soldadura mas aos resultados em um reparo muito mais forte do que soldando. O pó pode ser usado para encher furos e quebras, e para acumular assentos de válvula gastos ou danificados.
TIG Welding Aluminum Heads
As quebras nas cabeças de alumínio são reparadas o mais frequentemente pela soldadura de TIG usando o gás do argônio ou às vezes do hélio. Um protetor do gás inerte é necessário porque o alumínio forma um revestimento do óxido quando é exposto para arejar. O revestimento do óxido pode contaminar a solda e impedir que a haste do enchimento funda com o metal circunvizinho. Uma corrente alternada é usada para aquecer o metal e para consumir alternadamente todo o óxido que formar. Como o ferro fundido, o alumínio deve ser pré-aquecido antes da soldadura. Mas com alumínio você precisa somente de pré-aquecer a 350 a 450 graus de F.
As condutas de alumínio aquecem-se muito mais rapidamente do que o ferro fundido assim que é importante manter a cabeça morna quando for soldada. As técnicas de solda variam, mas a ideia básica é derreter o metal circunvizinho e encher a quebra com o metal derretido e a haste do enchimento. As soldas as mais fortes são conseguidas usando uma haste do enchimento que combine proximamente a liga na carcaça. Duas hastes do enchimento que funcionam bem são #4043 e #5356 com 5 por cento de magnésio. O tipo de elétrodo que é usado no soldador do TIG pode igualmente fazer a diferença. Os elétrodos do tório do tungstênio funcionam bem com alumínio, mas os elétrodos do tungstênio do zircônio (que são muito mais caros) são considerados melhor de irontite_tapered_plugs_3the.
![]()
![]()