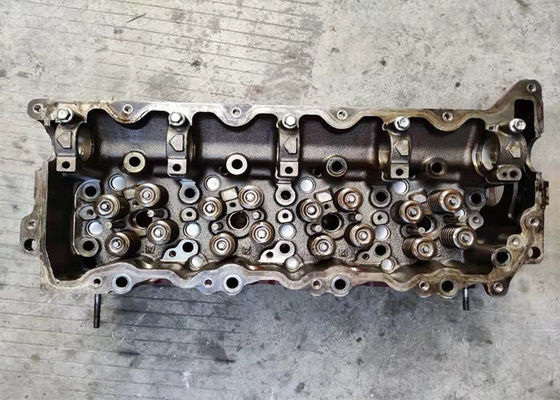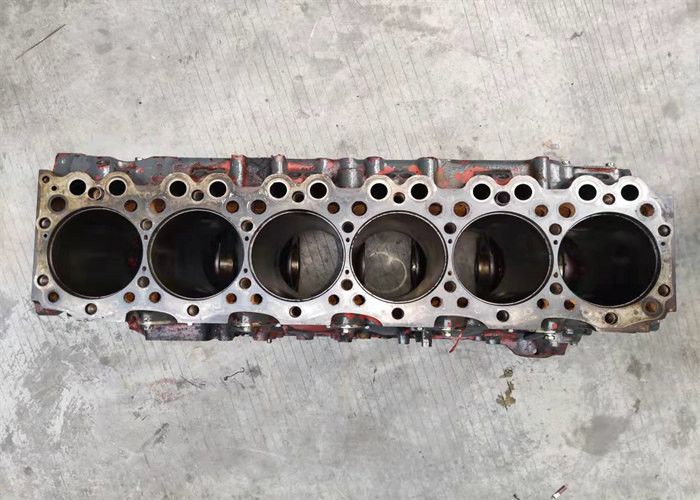
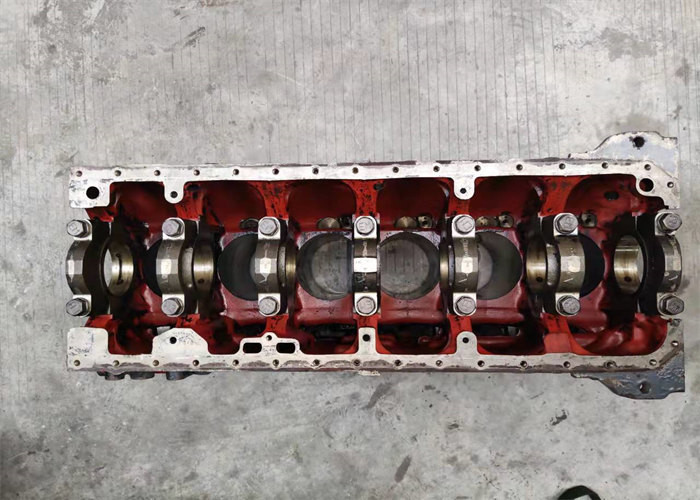
Blocos de motor EP100 usados diesel para a máquina escavadora EX300 - 1 refrigerar de água
Especificação
| Nome do carro: Bloco de cilindro do motor |
| Number modelo: EP100 |
| Tipo do motor: Diesel |
| Aplicação: Máquina escavadora |
| válvula: válvula 12 |
| O número de cilindro: 6 |
| Injeção: Direto |
| Formulário do trabalho: Turbocompressor |
Descrição
Carcaça do aperto
Em contraste com o processo de HPDC, molde o enchimento na carcaça do aperto é feito um pouco lentamente e em um movimento vertical. O dado é enchido consequentemente sem as inclusões significativas do gás e os componentes podem normalmente ser inteiramente calor - tratado e soldado. Satisfatório morre o enchimento e a vacância de inclusões do óxido pode ser assegurada por controle de processos apropriado. Mas a espessura de parede mínima deve ser levemente mais alta do que no processo de HPDC.
Na prática, o método da carcaça do aperto é usado principalmente para a infiltração de executa, por exemplo para a integração local dos compostos de alumínio da matriz como forros do cilindro em blocos de motor.
A gravidade morre a carcaça (GDC)
O processo permanente da carcaça do molde utiliza um aço permanente morre em que o derretimento de alumínio é derramado sob a influência da gravidade. Comparado ao processo de HPDC, a complexidade do componente moldado pode ser aumentada pelo uso de núcleos da areia formar vende por menos e formas interiores complexas na carcaça. O uso de refrigerar e de alimentadores de água conduz a uma solidificação direcional e daqui soar carcaças com uma baixa quantidade de defeitos pode ser conseguido. O enchimento pode mais ser melhorado usando o enchimento da baixa pressão ou o processo de Rotacast®.
Devido ao processo rápido de solidificação, as carcaças permanentes do molde têm uma estrutura densa, finegrained com boas características da força. Junto com a possibilidade de um tratamento térmico T5 ou T6, as propriedades mecânicas resultantes são significativamente mais altas do que aquelas que podem ser conseguidas com o processo de HPDC.
Há duas variações do processo permanente da carcaça do molde, do processo permanente de inclinação do molde e do processo de baixa pressão. No processo de inclinação, o dado é inclinado para o lado da abertura de derramamento, e então movido lentamente de novo na posição ereta como o derramamento progride. No processo de baixa pressão, o derretimento é sujeitado à pressão pneumática na fornalha de moldação e entra no dado contra a força da gravidade através de uma tubulação da elevação.
![]()
![]()
![]()