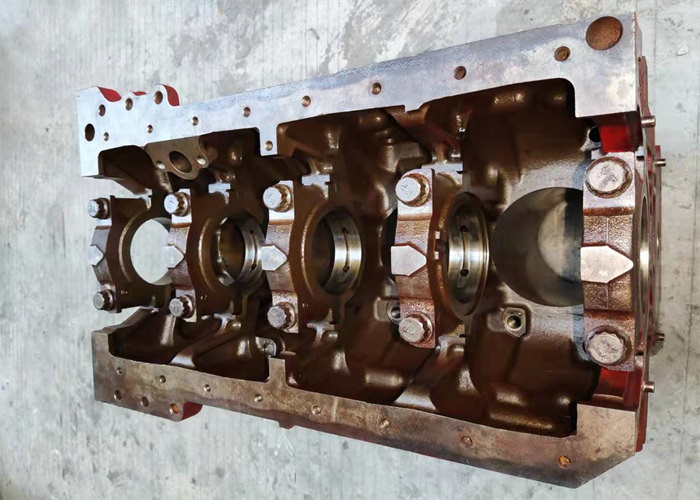
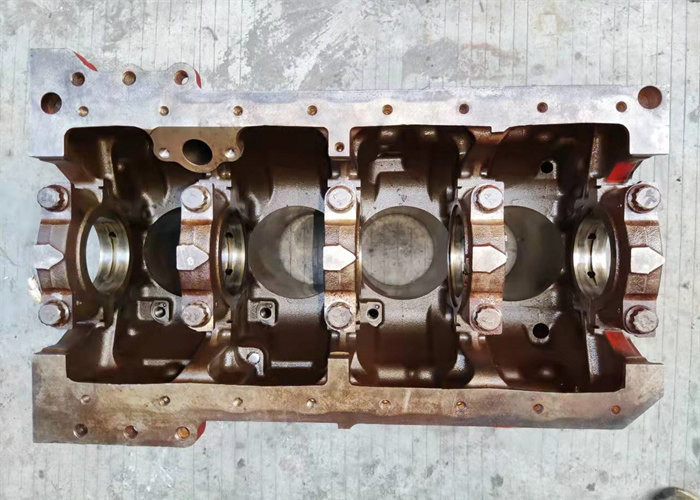
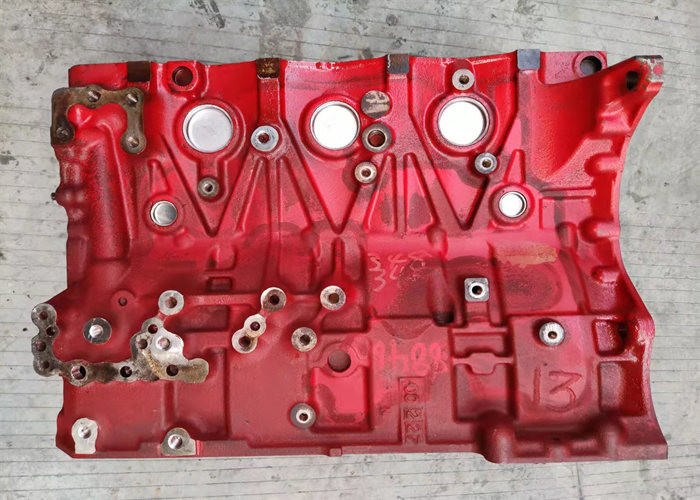
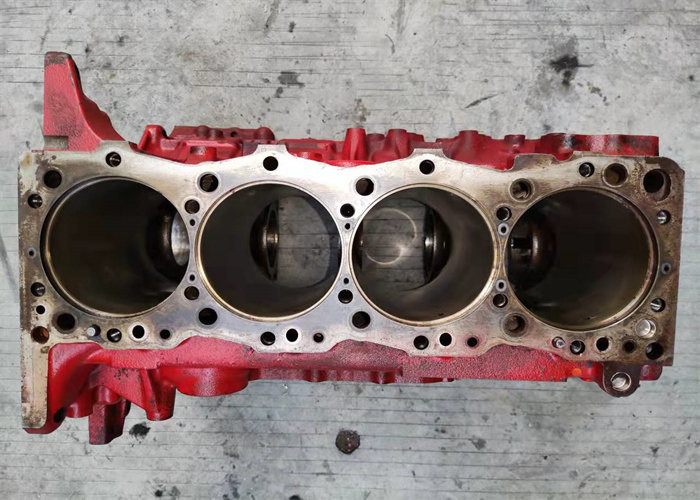
J05E usou blocos de motor para a máquina escavadora SK200 - 8 SK250 - 8 11401 - E0702
Especificação
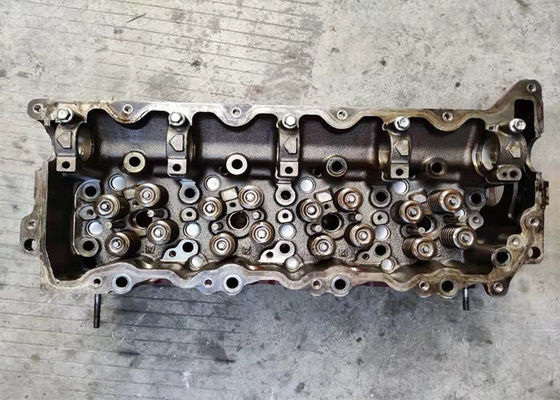
| Nome do carro: Bloco de cilindro do motor |
| Number modelo: J05E |
| Curso do cilindro: 130 |
| Diâmetro do cilindro: 112 |
| Aplicação: Máquina escavadora |
| válvula: válvula 16 |
| Refrigerar: Refrigerar de água |
| Injeção: Elétrico |
| Formulário do trabalho: Turbocompressor |
| O número de cilindro: 4 |
Descrição
Processos de moldação aplicáveis
Para a produção de blocos de motor, uma multidão de tecnologias de moldação é aplicada. De um aspecto econômico, para os motores produzidos em massa, métodos de moldação altamente automatizados usando moldes da areia (do “processos do pacote núcleo "), onde o tempo de ciclo não é limitado pela solidificação
as circunstâncias, estão competindo com os métodos da carcaça de dado onde o tempo de ciclo é limitado.
A maioria dos blocos de motor de alumínio atualmente produzidos, três do sixcylinder aos motores in-line é produzida em particular usando o processo de HPDC para a rentabilidade. Este processo é caracterizado por uma produtividade alta, contudo, o volume da produção deve ser grande
bastante para assegurar o reembolso do investimento de utilização de ferramentas razoavelmente alto
.
A aplicação de um molde de aço limita a escala das ligas de moldação aplicáveis. Em princípio, a tecnologia de HPDC permite somente a fabricação de projetos de bloco do motor da plataforma aberta. Mas com uma profundidade distintamente reduzida do revestimento de água e uns furos de cilindro co-moldados, a realização do
a variação da plataforma aberta com uma área suficientemente rígida do cilindro para cumprir as exigências da maioria de motores inline é possível. Os núcleos igualmente finalidade-construídos da areia que suportam as altas pressões e os esforços térmicos do método da carcaça de HPDC poderiam ser introduzidos para aplicações da ameia (parte superior
os motores do desempenho no projeto fechado da plataforma), mas esta opção não são considerados geralmente.
A alta pressão morre carcaças está perto das peças da rede-forma que oferecem contornos razoavelmente exatos e tolerâncias extremamente estreitas em termos das dimensões, da forma e da posição. Devido ao enchimento muito turbulento do molde, uma determinada quantia de defeitos de moldação (em particular inclusões do gás) é inevitável. Este efeito pode ser compensado pela aplicação de tecnologias avançadas do vácuo. as possibilidades dealimentação são limitadas em consequência da solidificação adiantada do sistema da porta, contudo, em alguns casos, a formação local de cavidades do encolhimento pode ser
oposto por espremedores de frutas locais.
Em áreas finas da parede, a taxa alta da solidificação de alta pressão morre carcaças conduz aos níveis significativos da força. Os blocos de motor produzidos pelo processo convencional de HPDC são usados geralmente no estado do como-molde. Tratamento térmicos (por exemplo tratamento térmico da solução e endurecimento de idade artificial)
ou as operações de solda são evitadas geralmente desde que esta exigiria a aplicação de tecnologias sofisticadas do vácuo alto.
![]()
![]()
![]()