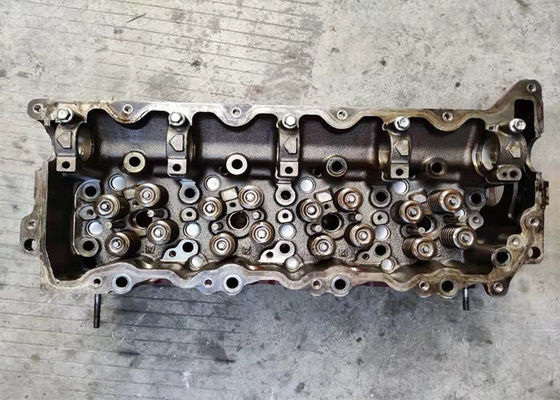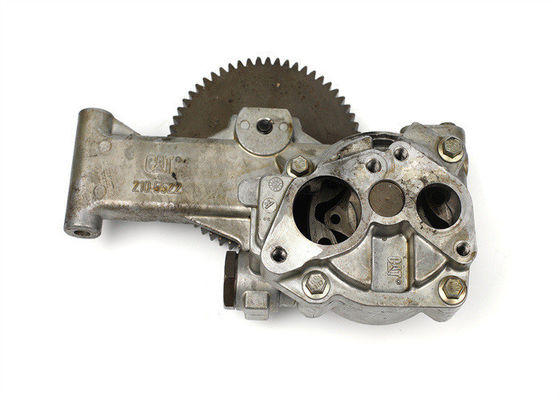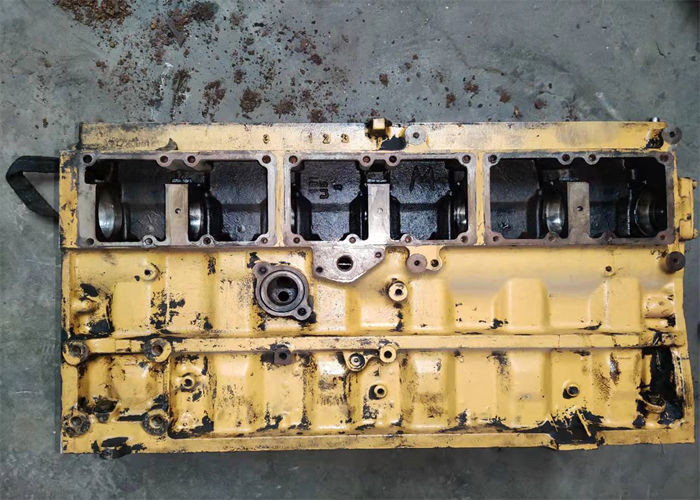
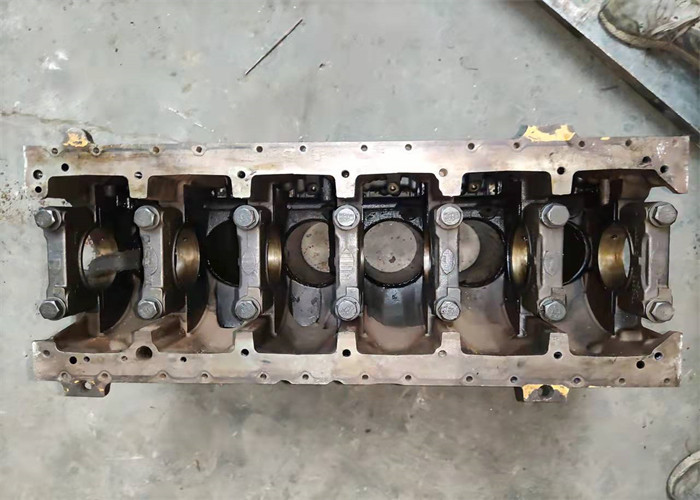
Blocos de motor C7 usados diesel para refrigerar de água 221 - 4479 da máquina escavadora E329D
Especificação
| Nome do carro: Bloco de cilindro do motor |
| Number modelo: C7 |
| Curso do cilindro: 127 |
| Diâmetro do cilindro: 110 |
| Aplicação: Máquina escavadora |
| válvula: válvula 18 |
| Refrigerar: Refrigerar de água |
| Injeção: Elétrico |
| Formulário do trabalho: Turbocompressor |
Descrição
Sobre a quebra
Algo mais manter-se na mente sobre quebras é que são frequentemente o resultado de demasiado calor. Uma gaxeta principal, uma bomba de água, um radiador ou uma mangueira gotejante do líquido refrigerante podem ter permitido uma perda de líquido refrigerante que faça com eventualmente que o motor corresse quente e o superaquecimento. Uma limitação da exaustão causada por um conversor catalítico parcialmente obstruído (ou pelo filtro ínfimo em um motor diesel) pode igualmente suportar o calor em um motor. Assim é importante identificar e eliminar qualquer coisa que pôde ter feito com que o motor superaqueça antes que esteja posto para trás no serviço – de outra maneira seus reparos da quebra podem ser breves.
Reparos quentes ou frios
os reparos de diesel_repair_1Crack podem ser feitos frios (fixando) ou quentes (soldando e soldando). O método usou-se dependerá do tamanho da quebra e do tipo de moldação (ferro fundido ou alumínio). A vantagem principal de fazer reparos frios da quebra é que não exige nenhum calor. Nenhum calor não significa nenhum tempo adicional necessário pré-aquecer e afixar fresco a carcaça, e não apresenta nenhum perigo de entortar ou de distorcer a carcaça. Aquecer uma cabeça ou um bloco de cilindro faz com que expanda, que cria por sua vez o esforço térmico no metal que pode conduzir ao rachamento subsequente quando o metal esfria – especialmente se esfria demasiado rapidamente.
Com fixar, há igualmente menos interesse sobre a certificação do metal em torno da quebra está perfeitamente limpo. Qualquer tipo de solda exige uma superfície perfeitamente limpa que deva estar livre dos contaminadores tais como a graxa, o óleo ou a sujeira. Isto significa que a carcaça deve pre-ser limpada antes que possa ser soldada. Também, a soldadura exige a moedura para fora da quebra com um moedor do dado assim que o metal novo pode encher o vácuo e o fusível ao metal em ambos os lados da quebra.
Com cabeças e blocos do ferro fundido, 80 por cento das quebras podem geralmente ser reparados com ferro ou os pinos de aço ou as tomadas afiladas quando 20 por cento das quebras exigirão a soldadura da fornalha, pulverizam as chamas a solda ou a soldadura. Com cabeças e blocos de alumínio, é apenas o oposto. Aproximadamente 80 por cento das quebras são reparados pelo gás inerte de tungstênio (TIG) que solda quando 20 por cento das quebras forem reparados com pinos ou as tomadas de alumínio.
![]()
![]()
![]()